溶接割れの深さ測定

溶接部の品質は溶接条件や溶接工の技量に大きく左右され、その品質確認は製品の安全性にとって極めて重要です。溶接部の検査は非破壊検査の主要な用途の1つで、超音波探傷、磁粉探傷、浸透探傷、放射線透過試験が行われています。ただし、これら非破壊検査では割れの位置や長さは把握できますが、深さの推定が難しいという課題があります。
亀裂深度計を用いることで、溶接部の割れ深さを簡単に測定できます。超音波探傷器でも割れの深さを推定できますが、検査員には高い技能が要求されます。一方で亀裂深度計での測定は熟練不要で、誰でも簡単に、そして瞬時に深さを測定できます。
このページでは、亀裂深度計を用いた溶接割れ深さの測定について説明します。
測定方法
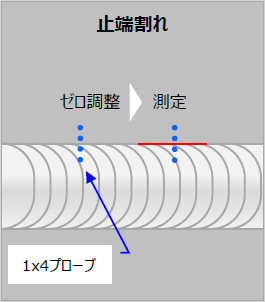
亀裂深度計で溶接部の割れ深さを測定するためには、正しくゼロ調整を行うことが重要です。縦割れ、横割れ、止端割れと測定箇所毎に同等の形状の健全部でゼロ調整を実施し、その後割れ深さを測定します。ゼロ調整を平板で実施し、その後溶接の割れ測定を実施した場合は、溶接ビードの影響で誤差が大きくなります。必ず割れ発生箇所と同等の形状でゼロ調整を行ってください。
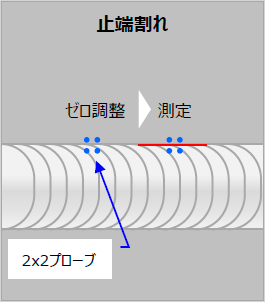
それでは、2x2プローブを用いての止端割れの測定を紹介します。まず、溶接ビードとの際でゼロ調整を行います。次にプローブを止端割れに移動し、割れを跨ぐよう先端のピンを密着させます。すぐに割れの深さが表示されます。プローブの位置をずらして何回か測定し、最も大きい値を割れ深さとして採用します。

2x2プローブ
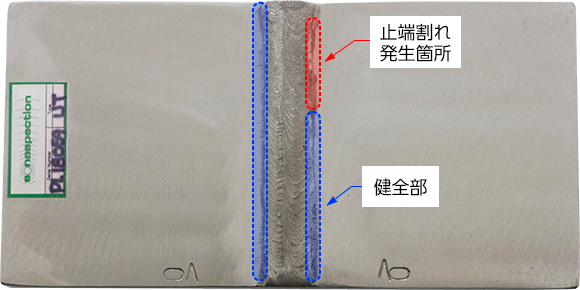


健全部でゼロ調整を実施

割れを跨ぐようにプローブを密着させると深さが表示される
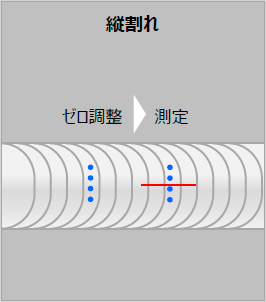
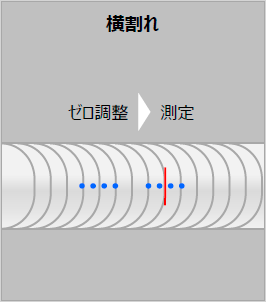
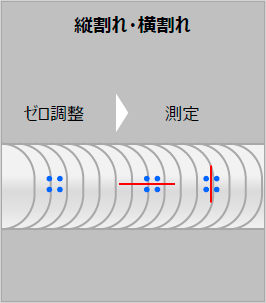
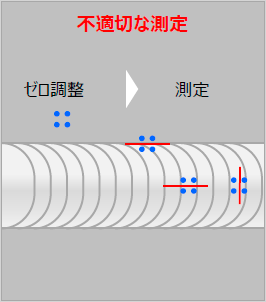
縦割れ・横割れの測定においても止端割れと同様に、溶接ビード上の健全部でゼロ調整を実施し、その後縦割れ・横割れを跨ぐようにプローブのピンを密着させます。亀裂深度計は表面形状の影響を受けやすい装置です。右下の「不適切な測定」のようにゼロ調整を平板部で実施し、溶接割れの測定を行った場合は、誤差が大きくなります。
1×4プローブ使用時も基本的な測定方法は同じです。健全部でゼロ点調整を実施し、その後割れを跨ぐようにプローブを密着させます。ただし、縦割れ・横割れについては、それぞれ適切なプローブの向きでゼロ調整を実施することをお勧めします。

2x2プローブ