溶接きずの種類
溶接きずの種類
様々な溶接きず(欠陥)の説明と、溶接きずのX線写真を紹介します。
1.TOE CRACK
止端(したん)割れ

溶接部の端と並行に生じる割れ。
溶接金属、ボンド部、熱影響部、母材に発生する。
X線画像
細くて暗い波線(不連続のこともある)で、それらの線は割れの重度に応じて近接する。
2.TRANSVERSE CRACK
横割れ

溶接の主軸を横切る割れ。
熱影響部や母材にまで広がることがある。
X線画像
細くて暗い波線(不連続のこともある)で、それらの線は割れの重度に応じて近接する
3.CRATER CRACK
クレーター割れ


不適切な溶接技術により溶接ビードのクレーターに発生する割れ
溶接ビードの始まりか終わりに見られる。
X線画像
細くて暗い複数の波線は、通常溶接クレーターの真ん中から星型に生じる。クレーターに対して縦方向または横方向に波線が1本だけ現れる場合もある。
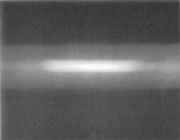
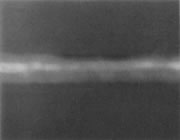
4.ROOT CRACK
ルート割れ

ルートパスのセンターラインに沿って、もしくはその端に、溶接ビードと並行に走る割れ。
X線画像
ルートパスの画像濃度の明るい部分の端に沿って、もしくはその中央に、細くて暗い複数の波線が見られる。曲がりくねったねじり効果により「ルート溶込み不良」と区別できる。
5.SIDE WALL CRACK
側壁(そくへき)割れ

溶接部のセンターラインと並行に、頂部とルートの中間を走る割れ。
溶接金属、熱影響部、母材に発生する。
X線画像
細くて暗い波線で、通常ルートパス画像の明るい部分と余盛りの端部画像の中間に見られる。向きを変えることもある
6.CENTRE LINE CRACK - SURFACE
センターライン割れ ‐ 表面

通常溶接部のセンターラインに沿って溶接表面を砕く割れ。対角線上に向きを変えることもある。
X線画像
細くて暗い線が、溶接画像のセンターラインと並行に、もしくはそれに沿って見られる。この欠陥は通常、表面下の割れよりも鮮明にX線画像に写る。
※ルートパスの形状に沿って走るルート割れと混同しないこと
7.CENTE LINE CRACK - WELD BODY
センターライン割れ ‐ 溶接部本体

溶接の上面下にある割れ。
通常溶接部のセンターラインと並行に、もしくはそれに沿って生じ、対角線上に向きを変えることもある。
X線画像
細くて暗い線が、溶接部のセンターラインと並行に、もしくはそれに沿って走っている。(表面割れほど鮮明ではない。)
※ルートパスの形状に沿って走るルート割れと混同しないこと
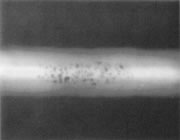
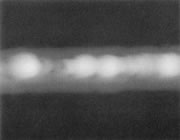
8.POROSITY - WELD BODY
気孔(きこう)- 溶接部本体

溶接金属の凝固中に閉じ込められたガスが形成するブローホールの集まり。
X線画像
ガスの含有は球状のブローホールや泡を形成し、その画像はランダムに分布するくっきりした輪郭の暗い丸点として現れる。溶接部本体に見られる気孔は、より中央部に分布する。
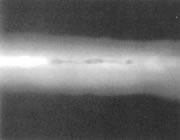
9.POROSITY - SURFACE BREAKING
気孔(きこう)‐ 表面破損

溶接金属の凝固中に閉じ込められたガスが形成するプローホールの集まり。
X線画像
ガスの含有は球状のブローホールや泡を形成し、画像ではランダムに分布するくっきりした輪郭の暗い丸点として現れる。溶接部本体の気孔はもっと中央寄りに分布されるが、表面破損気孔は通常余盛画像の先端に広がって現れる。
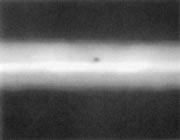
10.GAS PORE
ブローホール

穴は通常直径1.5mmより小さく、溶接金属の凝固中のガス閉じ込みにより形成される。
X線画像
くっきりした輪郭の暗い丸い点として現れる。
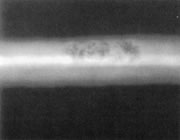
11.SLAG INCLUSION
スラグ巻き込み

溶接金属内に閉じ込められた溶接スラグやその他異物。
通常、再金属化されなかった前回の溶接ビードからのスラグによって形成される。
X線画像
不規則な形の暗い表示は長く先が尖ることがあり、通常溶接ビードに沿う。
12.LACK OF SIDE WALL FUSION
側壁(そくへき)融合不良

開先面融合時の、溶接金属と母材の間の結合不足。
X線画像
まっすぐな黒線で表示されるが、断続する場合もある。溶接部の片側もしくは両側に生じ、線の長さに沿い溶接部の中央を指す三角形のエリアを示すことがある。
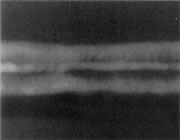
13.LACK OF ROOT FUSION
ルート融合不良

溶接前処理のルート面の、溶接金属と母体間の融合不足。
X線画像
ルート溶込みビードの明るい部分の端に沿って走る、非常に細くて暗い直線。
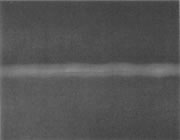
14.ROOT CONCAVITY
ルート凹み(へこみ)

ルートパスの下面に時々生じる浅い溝。
X線画像
ルートパスの明るい部分の間に断続的な暗い影として表示され、通常裏波ビードと同じ幅である。
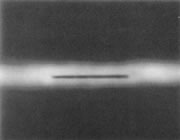
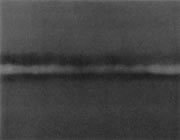
15.INCOMPLETE ROOT PENETRATION(SINGLE VEE)
ルート溶込み不良‐V形

溶接が、溶接前処理のルート面の全深さを完全に貫通できない場合。
X線画像
連続的または断続的な直線の暗いラインとして現れる。このエリアには裏波ビードの明るい画像が無いのがはっきり分かる。
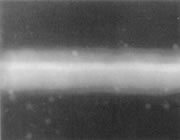
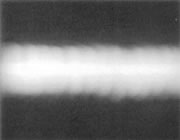
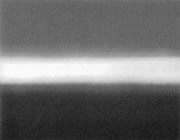
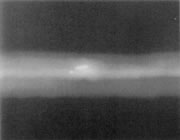
16.ROOT OVER PENETRATION
ルート溶込み過剰

V形溶接で、ルート裏波ビードの正常な深さを超えてはみ出ている余分な溶接金属。
X線画像
ルートビードと同一線上で重なる広範の白い帯として現れ、通常のルートビードよりやや幅広。
17.INCOMPLETE ROOT PENETRATION(DOUBLE VEE)
ルート溶込み不良‐X形

溶接が、ルート面の全深さを完全に貫通して底面溶接に達することができない場合。
X線画像
直角端を有する連続的または断続的な暗い線もしくは影として現れる。影の幅はルート間隔によって異なる。
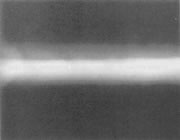
18.IRREGULAR ROOT PENETRATION
ルート溶込み異常

正常なルートビードを超えてはみ出している余分な溶接金属で、溶込み不足部分と結合したもの。
X線画像
不規則で広範な明るい帯域で、通常のルートビードの画像と同じ線上に重なった高密度箇所を伴う。
溶込み過剰:通常のルート画像より明るい
溶込み不足:通常のルート画像より暗い
19.WELD SPATTER
溶接スパッタ

母材の表面上(溶接部分の表面上の時もある)に沈積する溶接金属の小さな液滴。
X線画像
母材画像上、および溶接部画像上の小さな丸い光点。
20.UNDERCUT
アンダカット

溶接ビードの端に沿って走る細くて不規則な溝。
X線画像
溶接ビードの止端に沿って走る鋭くて暗い不規則な線。この線は通常、余盛りの縁輪郭に沿う。
21.EXCESS CAP
余盛過大(よもりかだい)

最終溶接ビードの大量付着で、母材と補強盛りの境界において、厚さが急激に変化し凸状になる。
X線画像
母材の画像と溶接部画像の密度は高コントラストで、裏溶接の画像の表れはほとんどあるいは全くない。
22.MISMATCH
母材厚ミスマッチ

母材間のルート面は揃っているが厚さにばらつきがある。
X線画像
親板の画像間に高コントラストがある。裏溶接の画像は、このゾーンの余盛のコントラストが低いため、板厚の薄い方(暗い方)に向かってオフセットされるように見える。
23.MISALIGNMENT
目違い(めちがい)

溶接継手のセットアップ時に母材間のルート面が不揃いの時、母材の上部と底部に段差が発生する。
X線画像
高側母材に隣接する裏溶接の端に沿った余盛の画像密度に急な変化が見られる。これは、裏溶接の画像上に層をなした低側の補強余盛が過度なためである。
24.CRACK - SUBSURFACE
表面下割れ

溶接ビードと並行に走る割れで、その経路に沿って向きを変えることがある。通常、溶接金属が冷却する際の収縮にかかる内部圧力によって生じる。
X線画像
微細で暗い波線(不連続のこともある)で、それらの線は割れの重度に応じて近接する。
25.CONCAVE CAP
余盛不足

溶接部の表面上の浅いくぼみで、母材表面より下に位置する。
X線画像
溶接面(ほとんどの場合真ん中)に沿って走り、幅が変化する広範な暗い帯。余盛、親板の画像より高密度。
26.INCOMPLETE WELD FILL
溶接金属不足

溶接金属の不足のためにその長さ方向に沿って走る溶接部の表面にできる連続または断続する溝。
X線画像
母材よりも高密度の暗い帯を生じ、開先面に直線の外縁を伴う
27.TUNGSTEN INCLUSION
タングステン巻き込み

溶接金属に含まれるタングステンの小さな粒子で、ティグ溶接で使用される電極から付着する。
X線画像
くっきりとした輪郭の明るい白い点として現れる。形はさまざま。(タングステンは溶接金属と混ざらない)
28.COPPER INCLUSION
銅巻き込み

銅の小粒子の溶接金属内への巻き込みで、ミグ/マグ溶接、サブマージアーク溶接で使用されるコンタクトチップから付着する。
X線画像
溶接金属との部分的な合金のため不明瞭な輪郭の明るい点として現れ、形はさまざま。このため、タングステン溶接と区別ができる。
29.UNDERFLUSH(EXCESS DRESSING)
アンダフラッシュ(ドレッシング過剰)

余盛と、隣接するエリアを母材表面以下まで除去することで発生する金属厚さの減少。
X線画像
この欠陥により、通常の余盛より幅の広い広範なエリアを生じる。砥石のそりが原因で発生する溶接ラインを横切って暗い曲線印を伴うことがある。
30.GRIDING, CHIPPING AND HAMMER MARKS
グラインディング、チッピング、ハンマー跡

ドレッシング、溶接スラグの除去、ゆがんだ部材の調整をする際に様々なツールを使って母材や溶接金属にへこみを付けることにより発生する。
X線画像
グラインディング跡:母材や溶接金属よりも高密度暗い曲線エリア
チッピング跡:暗い影で、通常直線端か直角縁を持つ
ハンマー跡:暗い三日月型で、三日月の中央部では高濃度になる