
異材判別

多くの部品メーカーは、顧客仕様や製品用途に合わせて様々な種類の金属材料を扱っており、同じサイズ・形状で材質のみ異なる部品が同一ライン上で製造されるケースも少なくありません。しかし、材質の違いは外観(目視検査)で判別できないことが多く、受入検査で広く行われている刻印確認や化学分析(蛍光X線分析など)は時間と人手を要するため、生産ラインでの全数検査には適していません。
渦流探傷器は、金属の導電率・透磁率の差異を電気的に検出することができ、高精度の異材判別が可能です。さらに非接触で高速な検査も可能なため、インラインでの全数検査に適しており、同じサイズ・形状であれば塗装の上からでも判別可能です。他の手法より検査時間が短く、作業者の技量に依存しない点が大きな特長で、自動車部品(シャフト、ボルト、ギア)やベアリング、その他の機械加工品や熱処理品など、材質違いが品質に直結する多くの製造現場で採用されています。
測定方法
渦流探傷器に探傷条件を設定します。以下の値は参考値です。使用する探傷器・プローブおよび材料に応じて調整してください。
| 探傷器 | プローブ | 信号検出方式 | 周波数 | ローパスフィルター | ハイパスフィルター | 感度 | 画面 |
|---|---|---|---|---|---|---|---|
| EddyViewⅡ | SS-.75-10KHz | 単一方式 (アブソリュート) |
10kHz | 100Hz | OFF | X:27dB Y:33dB |
位相平面 |
- 周波数
- プローブの仕様周波数
- ローパスフィルター
- 100Hz程度
- ハイパスフィルター
- OFF(使用しない)
- 感度
- 基準品と異材品が十分に分離するよう調整
- 位相角
- 基準品のリフトオフ線(ガタ信号)が水平になるよう調整
- アラーム
- アラーム枠の形状は円形または矩形、大きさは基準品の信号が毎回確実に枠内に入る程度
基準品と同等材質の時に外部PLC等に信号を出力する場合は、位相平面の中央にアラーム枠を設置
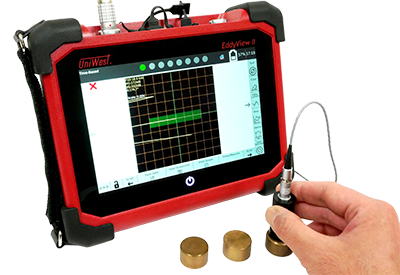
手動検査
例として、銅合金材料CAC603、CAC604、CAC605の試験片を使用し、CAC603を基準品として手動検査で他の二つを異材判別する場合について説明します。いずれもJIS H 5120「銅及び銅合金鋳物」の鉛青銅鋳物に分類される、銅・スズ・鉛を主成分とした合金ですが、それぞれ組成や特性が異なります。
まず、基準品CAC603の上にプローブを置きます。プローブをしっかりと固定し「NULL(ゼロバランス)」ボタンを押します。次に、プローブを基準品の上で軽く上下に動かし、リフトオフ線が座標の中心から左に移動するように位相角を調整します。
続いて、他の二つにもそれぞれプローブを置いて信号の終端位置を確認し、基準品と十分に分離できるよう感度を調整します。最後に、基準品の信号だけが毎回枠内に入るよう、座標の中央にアラーム枠を設置します。
下の画像は、各試験片をそれぞれ測定した時に表示された信号を示しています。基準品のみがアラーム枠内に入り、他の二つは何れも枠外となっていることが分かります。これにより、基準品以外の二つを異材として判別しています。なお、今回のように信号のY軸位置のみで異材を判別可能な場合、アラーム枠をX軸方向に広く取ることで、リフトオフ変動(ガタ)の影響を受けなくすることができます。
JIS H 5120「銅及び銅合金鋳物」の測定例
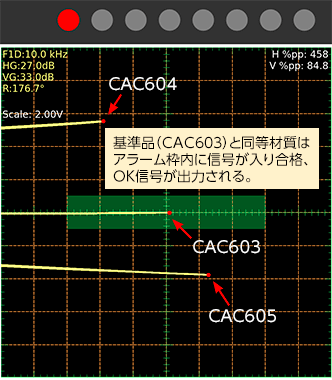
CAC603

CAC604

CAC605

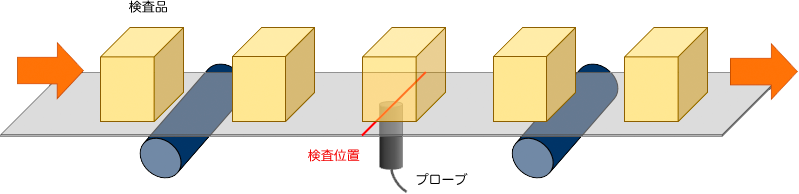
自動検査
自動検査の場合も、探傷器の設定方法や検査工程の流れは、基本的に手動検査と同じです。例として、下の画像の自動検査システムについて説明します。
①基準品を検査位置(プローブの真上)に置き、NULL(ゼロバランス)を行います。以降、手動検査の場合と同じ要領で、まず探傷器の位相角を調整し、次に混入の可能性がある異材品を用いて感度、アラーム枠の設定を行います。
②測定を開始し、検査品を順次、搬送装置で検査位置(プローブの真上)を通過させます。検査品が検査位置に来た時に、探傷器からの出力信号の状態を外部PLCで読み取ります。
③検査品の合否判定を行います。OK(合格)信号が出力された場合、その検査品は基準品と同等材質です。OK信号が出力されなければ、その検査品は異材となるため、マーキングや排出など必要な処理を行います。
※①のNULL(ゼロバランス)は、定期的に行ってください。定期的に実施しない場合、温度変化等により信号の基準位置がずれていきます。
検査品が、検査位置(プローブの真上)に来た時に、外部PLCにて信号の状態を読みます。
OK(合格)信号が出力されていたら検査品は基準品と同等材質です。一方、信号が出力されない場合は検査品は基準品とは異材となります。
このように、渦流探傷器を用いることで基準品との差異を電気的に検出できるため、信頼性の高い異材判別が可能です。
もし異材が加工ラインや後工程へ混入した場合、製品不良の発生、設備トラブル、顧客クレームや回収といった大きな損失につながるリスクがあります。目視など人手による確認だけに頼らず、渦流探傷で効率的かつ再現性の高い検査を行うことで、より確実に異材混入を防止することができます。
なお、渦流探傷器は異材判別とは別の目的で「材質判別」にも使用することができます。異材判別は基準品との差異を検出し加工ラインや後工程への混入防止が目的であるのに対し、材質判別は材質の種類やグレードを識別・分類することを目的としています。プローブの選定方法は基本的に同じですが、渦流探傷器の設定(特に判別のためのアラーム設定)の考え方に違いがあります。材質判別の詳細は、測定方法(事例)ページ「導電率判定(材質判別)」をご覧ください。
プローブの選定
渦流探傷で異材判別を行う場合、プローブの選定は検査の精度と再現性を左右する非常に重要な要素です。ここでは、信号検出方式およびコイル(プローブ)形状の観点から、異材判別に適したプローブの選定について説明します。
信号検出方式
異材判別では、試験体の材質による導電率や透磁率の違いを安定して検出することが求められます。この目的には、基本的に差動方式(ディファレンシャル)よりも単一方式(アブソリュート)のプローブが適しています。各方式の詳細は、技術ページ「信号検出方式」をご覧ください。
単一方式は、プローブの検出面(接触面)にコイルを1つ配置し、検出した信号変化の絶対値をそのまま出力します。このため、材質の電磁特性の差異による信号の変化を明確に捉えやすく、基準材との比較による判別にも適しています。
一方、差動方式はプローブの検出面(接触面)に近接して配置した2つのコイルで信号を検出し、その応答の差によって探傷を行います。局所的な変化(欠陥)の検出に優れる反面、異材判別では信号が相殺されやすく、安定して判別できない場合が多くあります。
コイル(プローブ)の形状
コイル(プローブ)の形状は、試験体の形状や搬送方法に適したものを選定することが重要です。貫通型、上置き型、内挿型の3つに大きく分類され、基本的に異材判別には貫通型、上置き型が適しています。各形状の詳細は、技術ページ「コイルの形状と主な用途」をご覧ください。
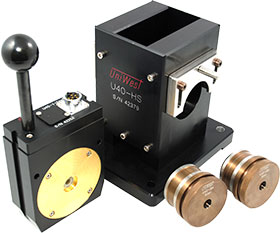
貫通コイルは、試験体の形状と搬送の条件が合えば、最も異材判別に適したプローブです。試験体がコイル中心を通過する構造のため、リフトオフの影響を受けにくく、全周平均の信号を安定して取得できます。その結果、再現性が高く、誤判定の少ない異材判別が可能で、シャフトやパイプ、ピン、線材など、外径が一定で直線搬送できる試験体に特に適しています。基本的に上置コイルより価格が高く、また試験体の外径に適したコイル径を使用することが望ましいため、品種変更時にコストが掛かる傾向もありますが、量産ラインの自動検査において極めて高い効果を発揮します。
| 品番 | 検出方式 | コイルサイズ | 周波数 | コネクタ | ホルダー品番 |
|---|---|---|---|---|---|
| U40-1-X | 単一/自己比較 | 1.2 - 44.0mm | 10kHz - 100kHz | Burndy 8p | U40-HS |
*品番のXはコイル径を表す。例)U40-1-4.2mm
*U20型(サイズ:0.5 - 20mm)、U90型(サイズ:45 - 90mm)のコイルも用意しています。お問い合わせください。
上置コイル(サーフェスプローブ、ペンシルプローブなど)も、試験体の条件に合わせて選定し、適切な位置決めを行うことで、安定した異材判別が十分可能です。試験体の一部にプローブを当てて検査するため、様々な形状の試験体に適用できます。基本的に貫通コイルより低価格で、装置構成も比較的簡単かつスペースを取らないため、導入や品種切替のコストを抑えやすく、既存設備への後付けにも適しています。またインラインでの自動検査だけでなく、手動検査にも適用しやすいため、少量多品種生産の検査工程で高い効果を発揮します。
弊社では、異材判別に適したサーフェスプローブを取り揃えています。形状やコイル仕様のカスタマイズも可能ですので、お気軽に弊社技術スタッフまでお問い合わせください。

| コイル | 品番 | 外径 | 周波数 | コネクタ | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| コイル形式 | 検出方式 | シールド | (mm) | 1kHz (1-10kHz) |
10kHz (10-20kHz) |
20kHz (20-50kHz) |
50kHz (50-100kHz) |
100kHz (100-500kHz) |
||
| ブリッジ (自己誘導) |
単一 | ✓ | SS-.375-X | 9.5 | ✔ | ✔ | ✔ | ✔ | ✔ | Triax |
| 単一 | ✓ | SS-.500-X | 12.7 | ✔ | ✔ | ✔ | ✔ | ✔ | Triax | |
| 単一 | ✓ | SS-.750-X | 19 | ✔ | ✔ | ✔ | ✔ | ✔ | Triax | |
| リフレクション (相互誘導) |
単一 | ✓ | SSR-.375-X | 9.5 | ✔ | ✔ | ✔ | ✔ | ✔ | Fischer 4p |
| 単一 | ✓ | SSR-.500-X | 12.7 | ✔ | ✔ | ✔ | ✔ | ✔ | Fischer 4p | |
| 単一 | ✓ | SSR.750-X | 19 | ✔ | ✔ | ✔ | ✔ | ✔ | Fischer 4p | |
| *品番のXは周波数を表す。例)SSR-.750-50 kHz | ||||||||||