
貫通コイルを使用したパイプ・棒材の検査
貫通コイルによる渦流探傷は、金属の押出/引抜による棒材・管材・フレームの表面および表面近傍きずの検出に有効な手法です。
ここでは、貫通コイルを用いて、基本的な金属棒のきずを検出する方法を説明します。 磁性体の材質に適用する場合は、磁気ノイズを抑制するために、直流磁場を発生するコイルを併用する場合もあります。
測定方法
渦流探傷器に、以下の値を参考にして、必要項目の設定を行います。
| 周波数 | ローパスフィルター | ハイパスフィルター | 感度 | 画面 | プローブ |
|---|---|---|---|---|---|
| 30kHz | 500kHz | 0Hz | 40dB | 位相平面 | 自己比較方式 (ディファレンシャル) |
※上記値は代表的な値です。測定物の肉厚・材質や使用するプローブ等に応じて適切に設定・調整してください。

- はじめに健全部の信号を基準として設定します。貫通コイルの中に、探傷対象の金属棒等の明らかにきずが無いと思われる場所に挿入してください。この時、探傷対象の端部からは、貫通コイルの内径の二倍程度以上離してください。
- 探傷対象の金属棒等が動かさずに「NULL」ボタンを押します。
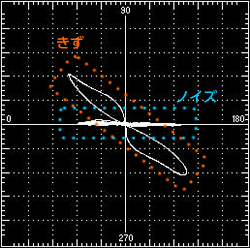
- 次に、探傷対象の金属棒等を貫通コイルの内で軽く振って、位相平面の信号点が左右に変化するように、位相角を調整します。
- 探傷対象の金属棒等を一旦、貫通コイルから抜取ります。
- 貫通コイルに探傷対象の金属棒等を差し込み、そのまま一定速度で反対の端部が抜けるまで移動させます。
- 画面に表示された信号で、横方向の動きは貫通コイル付近における探傷対象の金属棒等の振動に伴う雑信号となり、縦方向成分がきずなどによる指示信号と捉えることができます。
探傷対象の金属棒等の端部付近(貫通コイルの内径の二倍程度の長さ)は信号に端部効果が現れる為、探傷が行えない不感帯となります。
プローブを単一方式(アブソリュート)方式に変えて適切な設定・条件下で標準品と比較測定を行うと、金属管の熱影響のような、きず以外の検査も行うことができます。(導電率の測定を参照)